
转载:机械交流
我们之前说过对于尺寸小于或等于3/8的圆锥内螺纹,由于螺纹底孔直径小,机夹螺纹车刀的刀杆细、刚性差,通常采用丝锥攻丝的方法加工。
但对于尺寸大于3/8的圆锥内螺纹,由于螺纹底孔直径比较大,考虑到机床扭矩和加工能力,一般我们采用螺纹车刀车螺纹的方法加工。
数控车床用机夹螺纹车刀挑扣加工圆锥内螺纹时,一般釆用G92螺纹切削循环指令。其指令格式为:G92X(U)Z(W)I F;格式中X、Z用于绝对值编程,U、W用于相对值编程,F为螺距。如图所示,
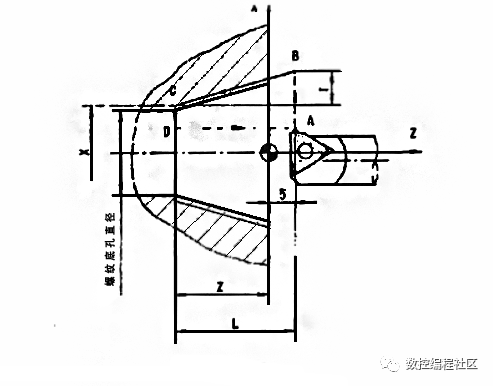
刀具从循环起点A开始,按梯形A-B-C-D-A顺序进行自动循环,最后又回到循环起点A图中虚线表示刀具快速移动,实线表示按F指定的工作进给速度移动。数控车床车螺纹时,沿螺距方向的Z向进给要和机床主轴的旋转保持严格的速比关系,以避免在进给机构加速过程中的切削,否则容易乱牙。为此在螺纹车刀切入工件前,设置一段引入距离δ。图中螺纹车刀刀尖到工件端面的距离即为引入距离。
A点为循环起始点,X、Z是螺纹终点C的坐标值,X取值一般大于螺纹底孔直径,Z值为圆锥内螺纹长度。CD是退刀距离考虑到刀具的安全和加工效率,CD长度一般取mm(单边量)。L为螺纹切削循环中工作进给的长度,它等于圆锥内螺纹的长度Z与引人距离δ的和即L=Z+δ。I是切削终点C到切削起点B的X轴向量,由于切削起点B的X坐标大于切削终点C的X坐标,所以I为正值。I是控制锥度的参数由于圆锥内螺纹的锥度为1:16,所以,I的绝对值为:L(16×2),即:I=L/(16×2)=(Z+8)/(16×2)。
螺纹车刀车圆锥内螺纹时,车刀总切入深度为螺纹牙顶到牙底之间垂直于螺纹轴线的距离,即锥螺纹牙型高度。若圆锥内螺纹牙型较深、螺距较大螺纹切削循环可分多次进行。由于螺纹车刀切入进刀时,刀具受力一次比一次大,所以,每次螺纹切削循环进给的背吃刀量为圆锥内螺纹牙型高度减精加工背吃刀量所得的差,按递减规律分配。
加工编程实例
Rc3/4圆锥内螺纹的编程加工,相关参数可以通过GBT7306-2000查询得到
螺距F为1.814;螺纹长度Z为19.5;引入距离δ为3。则L=19.5+3=22.5;I=22.5/(16×2)=0.7
程序参考:
S500M03;主轴正转转速为500r/min
G00G40G97X22.5Z3.0;快速定位到循环起点
M08;切削液开
G92X24.3Z-22.5I0.7F1.814;螺纹切削循环开始,背吃刀量24.3-23.5=0.8
X24.9;粗车背吃刀量24.9-24.3=0.6
X25.4;粗车背吃刀量25.4-24.9=0.5
X25.7;粗车背吃刀量25.7-25.4=0.3
X25.8;精车背吃刀量25.8-25.7=0.1
G00X200.0Z100.0;快速定位到分度点
M09;切削液关
M05;主轴停止
M30;程序结束